cnc offset multiple parts I would like to hang out a couple of inches of bar stock and run something like 4 or 5 parts, then go to the barpull program and pull another 4 and run again. My CAM doesn't . Shop Zephyr 36 inches Convertible Under cabinet Range Hood Stainless Steel at Best Buy. Find low everyday prices and buy online for delivery or in-store pick-up. . Power Supplies; Hard Drives, SSD & Storage; All PC Components; Hard Drives, SSD & Storage . 36 inches - Convertible - Under cabinet Range Hood - Stainless Steel Zephyr - 36 .
0 · what is wear offset
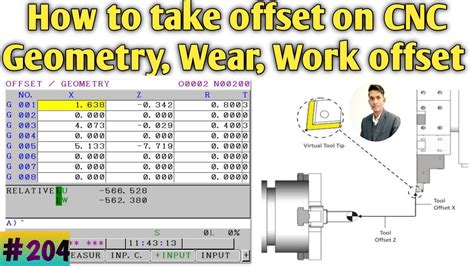
1 · what is tool length offset
2 · offset turning on cnc lathe
3 · offset meaning in cnc programming
4 · offset in cnc lathe
5 · geometry vs wear offsets
6 · cnc work offsets
7 · cnc tool offsets explained
The name Youngstown is synonymous with funny kitchen advertisments and cool kitchen designs.
One benefit of having multiple work offsets is how easy they make it to run multiple parts at once. You can set the work offset for multiple parts and run the same program with a new work offset each time. This works well when you . Set the fixture offset, call the sub, set the other fixture offset, call the same sub again. The only thing is duplicated is the offset change and the sub-call. Notice above, the . I use G50W when doing multiple parts from a bar. I have one offset set for my chuck jaw face to bore them. Also if the part can fit in the chuck for the other side I'll run the whole .When machining multiple identical parts, machinists can set up offsets for the first part and then apply the same offsets to subsequent parts, ensuring consistent and accurate machining .
I would like to hang out a couple of inches of bar stock and run something like 4 or 5 parts, then go to the barpull program and pull another 4 and run again. My CAM doesn't .
Dive into work holding and offsets on your Tormach CNC mill. We will guide you through vise setup, strap clamps, and more for secure machining.
Mastering CNC machine offsets is a vital skill for achieving accurate and precise machining results consistently. By understanding the various types of offsets, following precise .
Work offsets allow you to establish reference points for your workpiece. Begin by referencing your CNC machine’s manual or seeking online tutorials for guidance tailored to your specific machine model.Strategies for managing multiple work offsets in a production environment. Tips for avoiding work offset errors and maintaining consistency in CNC turning operations. Best practices for .
What cam are you using. I hate setting up multiple part offsets unless it's absolutely necessary. Your cam may have an array function. If so you would just program 1 part and then tell it how many and how far apart in x and y. Most of the parts we have been doing where 3-4 parts machined from a single blank between 2 double vises using G54 for the front vise, then flipped and held with long soft jaws in the rear G55. This works well with multiple parts that are held together positionally by the carrier and only require one work offset per operation.
If posting the same program you need to tick the "use multiple work offsets" box on the post process tab of the setup, the WSC offset box is the first offset and must not be zero (Default machine offset, usually g54). Lets say you want to run 4 parts, G54 - G57. Set : WCS Offset field to 1 (G54) Number of Instances 4 (for 4 parts)
Offsets are essential in batch production scenarios. When machining multiple identical parts, machinists can set up offsets for the first part and then apply the same offsets to subsequent parts, ensuring consistent and accurate machining throughout the entire production run. Best Practices for CNC Machine Tool Offset Management . 1. Regular . CNC Machining . Workoffset vs. Workshift. Thread starter nomgis; Start date Nov 10, 2008; Replies 10 Views 3,260 N. nomgis Cast Iron. Joined Dec 12, 2005 Location . I have used workshift and work offset when running multiple parts off of a single bar pull. By this I mean running four or five washers in a row from one bar pull - this is the .In the CAM workspace, you can copy the toolpath and paste it with an offset. I think. It's been a hot minute. Depending on your CNC controller, you can also do this with gcode alone. Look into G10 and G54-59, called Work Offsets.
Multiple Parts using Work Offsets, Subroutines and Sequential Serial Numbers - for Tormach PathPilot If I wanted to clamp down two parts to my table and choose multiple XY start points (i.e. XY=0,0 for part#1 and XY=0,300 for part#2) can I create a single toolp . Model of CNC Machine: SX3 CNC, DIY 24x20 & 48x60 routers Location: Modesto, . Basically no toolpath editing involved or offsets and simply use locations in the drawing that match . What the "multiple WCS" does is post the program multiple times, each time with an incremented G5x option. So this means you need to use consecutive WCS numbers (likely not a problem). This can then optionally be re-ordered to do the part one at a time, or use a single tool across both parts before changing (likely what you want?)
Hi guys, I have modeled and programmed a 2D part to cut on my CNC machine. I need to cut multiples and want to do that at the same time. Currently, I am modeling the part a component, then linking it into a "CAM" model where I have my table top and fixtures. I am using joint to space copies of the parts (components). ; However I find myself doing that . If I have a part I would like to batch out with multiple WCS Offsets, how do I do that? I have the toolpath in Fusion creating 4 WCS offsets (G54,G55,G56, G57) paths in the program. Is there a way to handle this with the Onefinity Controller? Not finding anything in the controller, forum or buildbotics forum. I would prefer to not clone the model and generate a toolpath that . Tormach Personal CNC Mill; Video Multiple Parts using Work Offsets, Subroutines and Sequential Serial Numbers; If this is your first visit, be sure to check out the FAQ by clicking the link above. You may have to register before you can post: click the register link above to proceed. To start viewing messages, select the forum that you want to . This time I'd like to use the FX1 parameter to repeat the program that runs fine in E1, with offsets from the original offset to X+ 0, X + 4 inches, X + 7 inches and X + 11 inches for starters. Rerun the exact same program just offset over to the right. Two parts per vise.
It's on the '14 mill , not this one . Putting the D offset in a variable by hand is the same as just putting it in the tool offsets page , what I do now . Am looking for the ability to probe and if within a set tolerance , say +/- .0005"of programmed dia, it . I am using HSM pro and I cannot find any nesting ability. I am contour milling multiple parts from plate. Part is .5 by 1.375 and plate deep. I guess I could work this out using work offsets but that seems limited. What are my options? Control is Fanuc OMD. Thanks, steve. Edit: by nesting I am not talking about arranging patterns to limit waste. CNC machining multiple parts for production. Let's cover workflows with Fusion 360 CAD, CAM, and various workholding strategies to machine multiple parts in . Programming is a PITA becasue I typically use soft jaws, and the offsets don't reamin the same for several setups. Using Chick double vice jaws on our tombstone, I've been in the habit of programming the part offsets to use the 4 corners of the fixed center jaw for the x/y offsets, sicne that's easy to set up.
Hello everyone, welcome to At-Man Unlimited. We will continue the progression of our offsets in this video. In the last video we showed the simplest form of. I want to put 3-4 vises on the table using Offsets E1, E2, E3, and E4. The idea being to have one continuous program run thru the parts uninterrupted allowing the operator to step away from the machine for extended periods of time. Is switching fixture offsets (i.e. from E1 to say E4) in the same program going to be an issue on a Fadal (32mp)?
The 4 origins are defined in the CNC. When the program is simulated, Mastercam shows everything is fine. The issue happens when the program is exported as Gcode and imported into the CNC. While running in the CNC, the 1st origin does fine, afterwards, it moves to a place that is not declared in the CNC or in Mastercam.
Using G54 & G55 Offsets, we can machine two parts at once! One important thing to remember is it’s usually easier to change your Operation Order to Order By Tool to minimize tool changes. G54 G55: Multiple Work Coordinate Systems with Fusion 360 Most of what I do is 2.5d stuff. I have not used the G54 etc work offsets much but I have thought about using it for parts where I need to make quite a few and use either multiple vises or multiple fixtures on the table. Im milling same parts in two clamps. Now i must create an opetation with zero point G54 and then create the same operation for G55. Is there some function in Solidcam how to do it faster? Thanks for answers Similar Threads: Need help with multiple offsets in PP; Multiple Work offsets in PP; Newbie-Multiple C-axis offsets? Multiple offsets If you're milling multiple identical pieces per fixture, do you program each piece as a new fixture offset or set the fixture as one offset and have multiple entities in the model? It seems like the biggest decision is whether you want to make individual tweaks in the control or in the model, but maybe I'm missing something.
Okay, I'll bite. Can someone tell me what possible advantage there would be to setting z0 to the top of the part? It seems like you'd end up having to do 21 tool length offsets for each setup rather than one fixture offset, prevents you from leaving multiple setups on the table, and generally makes having 48 fixture offsets pointless. In CNC machining, precise control of work offsets is critical for ensuring accurate part production. Whether you’re dealing with multi-part setups, tool wear, or material changes, adjusting work .What are cnc machine offsets? Cnc machine offsets or work coordinate system (WCS) are positions you set that are referenced from your machines home position. You can set multiple offsets in a program.This is usually done when machining several parts at the same time. The offset positions are given Gcode numbers, most commonly G54 through G59.
list of metal fabrication companies in dubai
Yuhuan Cnc Machine Tool Co., Ltd., Experts in Manufacturing and Exporting Vertical Double Disc Side Surface Grinder, Lapping Machine and 0 more Products.A list of Millennium Yu-Gi-Oh! decks from the Yu-Gi-Oh! Card Database - ygoprodeck.com
cnc offset multiple parts|offset in cnc lathe